

Wire Security Cage Panels: Essential Wire Partition Protection
Active warehouse environments present security challenges which businesses from various industries must work to solve. Your business needs security measures to protect its warehouse because it stores valuable inventory and handles sensitive materials during high operational periods. The wire security cage panels operate as required for their designated use in this particular situation. The permanent and flexible partitions provide organizations with an efficient solution to protect their assets while managing access and maintaining operational order. The article will demonstrate how wire security cage panels transform warehouse security systems by presenting their main advantages and applicable situations and their essential role in contemporary logistics operations. Find more info now.
Introduction to Wire Security Cages

The Importance of Facility Security in Logistics
Facility security establishes an essential function for logistics operations since it protects all physical assets together with vital information which maintains business operations while establishing client trust. Warehouse theft currently costs American companies approximately 15 billion dollars annually according to latest industry studies. The lost items create domino effects which decrease customer satisfaction while raising insurance costs and causing supply chain interruptions.
The security operations require businesses to use strong security solutions which include wire security cage panels for risk reduction. The physical security barriers provide their initial defensive capability which blocks unauthorized entry and limits theft and sabotage possibilities. Security standards compliance requirements which include TAPA Transport Asset Protection Association and ISO certification standards create a need for facility upgrades which show that security cages provide businesses with essential operational solutions.
Secure facilities protect against theft while improving safety measures through their capacity to manage access points and maintain proper inventory distribution across storage areas. Businesses achieve data-driven operational security through their use of security systems which connect with cutting-edge technologies like CCTV and biometric access systems and IoT-enabled monitoring. The combination of physical security measures and advanced technological solutions enables organizations to maintain security while tracking their product distribution process throughout supply chains which operate at advanced speeds and strategic complexity.
Overview of Loss Prevention Strategies
Utilization of Advanced Technology
Organizations can achieve better supply chain monitoring and real-time detection of abnormal activities through the adoption of advanced technologies including IoT tracking devices and RFID tags and CCTV systems. The global IoT in logistics market will increase from $43.2 billion in 2023 to $93.8 billion by 2028 according to MarketsandMarkets because companies now depend more on technology to prevent loss.
Employee Training and Awareness
A well-trained workforce is crucial for safeguarding goods and minimizing human errors. Security training programs which include staff training for handling operations and reporting procedures assist employees in developing the necessary skills for effectively identifying and managing security threats. The National Retail Federation NRF highlights that systematic training programs can reduce shrinkage caused by internal theft by as much as 30%.
Establishment of Secure Protocols
Loss prevention efforts depend on strict access control systems together with document verification procedures and security check audits. The process of applying these security protocols through all supply chain stages creates a system which effectively prevents breaches and mismanagement.
Collaboration with Third-Party Security Providers
Outsourcing security operations to specialized providers allows companies to benefit from expert knowledge and resources. The partnership provides both alarm response solutions and GPS tracking for fleet operations together with complete security assessments which identify system weaknesses.
Types of Wire Security Cage Panels

Overview of Different Cage Designs
Modular Wire Cages
Users can build their own cages by selecting various panels which enable them to create custom cages that meet their spatial and operational requirements. The system enables facilities to implement storage changes because it allows users to install and uninstall components within a short time period. Recent research shows that modular cage systems enable installation work to proceed 30% faster which results in speedier equipment setup.
Single-Wall Cages
The design of single-wall cages needs only basic elements to create controlled areas through its fundamental framework. The system functions as a primary access control mechanism which permits people to view the interior spaces of the warehouse and retail area. Single-wall cages provide economical solutions according to database records, as their users can save 15-20% when they choose this option instead of more complex cage systems.
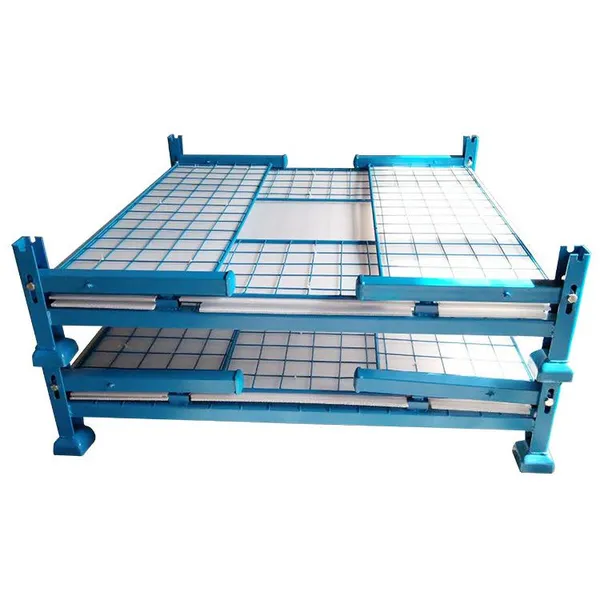
Double-Wall Cages
Double-wall cages provide increased strength and extra security features, which makes them suitable for facilities that require protection from high-security threats. The designs offer protection against both tampering attempts and forced entry for facilities which need to safeguard their assets. Research shows that organizations using double-wall cages have achieved a 40% reduction in theft incidents.
Ceiling-Enclosed Cages
The cages use a complete enclosure system that includes ceiling panels to protect valuable inventory or sensitive information. The system operates as a standard security solution. The study found that security regulations compliance improves by 25% through the use of ceiling-enclosed cages.
Custom Wire Cages
Custom wire cages provide businesses with tailored solutions which meet their specific security needs. The designs use particular materials along with specific panel dimensions and locking systems, which enable them to provide targeted solutions that meet the needs of their end users. Industrial users who participated in the survey reported a 50% increase in satisfaction with custom cages because they provided an exact match to their operational requirements.
Preconfigured Wire Security Rooms
Preconfigured wire security rooms are an innovative solution for businesses and facilities that require secure storage spaces without the need for customized installations. The modular rooms provide fast setup capabilities to users while delivering high-security protection through their controlled access point.
Preconfigured wire security rooms according to recent data can cut installation time by 60% when compared to fully customized systems. The system enables businesses to implement immediate space changes which align with their urgent operational requirements. The construction of these rooms relies on steel wire mesh as the primary material which provides both security through its tamper-proof design and monitoring facilities through its transparent construction.
Key Applications of Wire Security Cages

High-Value Storage Solutions
The primary security solution for businesses which require storage of high-value items and sensitive records and restricted inventory needs to be wire security cages. The security system of the cages provides strong protection for assets while users can see through the cage walls and air circulates through the building. The current market trends show that more industries are adopting these systems especially in the pharmaceutical sector which needs to meet strict storage requirements. Market research indicates that the wire mesh industry will experience substantial growth until 2030 because various sectors require secure storage solutions.
The main benefit of wire security cages lies in their ability to be tailored according to specific requirements. Organizations that handle electronic devices and jewelry can use reinforced panels and tamper-proof locks to protect their assets while sensitive documents need controlled access points for protection. The research findings show that businesses which use both wire cages and other security measures can cut their inventory losses by 50 percent. The system functions as a critical asset protection tool which provides security compliance for businesses while enhancing their operational performance.
Hazardous Materials Management
Workplaces need hazardous materials management systems because they protect staff members from dangers and guarantee compliance with laws. The treatment, storage, and disposal of materials needs to be conducted according to proper procedures because this protects employees and the environment while protecting the organization from legal claims. The Occupational Safety and Health Administration reports that hazardous materials management systems help organizations decrease workplace accidents by 43 percent.
The three essential elements of hazardous materials management include secure containment and clear labeling and compliance with Globally Harmonized System of Classification and Labeling of Chemicals GHS standards. All employers need to deliver complete safety training programs which cover material handling methods and emergency response training to employees responsible for direct material contact.
Organizations can improve their security operations through the implementation of advanced storage solutions which include corrosion-resistant cabinets and spill containment pallets. The research showed that modern containment systems which facilities use in their operations achieve a 60 percent reduction of chemical leaks. The organization uses real-time inventory tracking and compliance management software and digital tools to monitor its operations more effectively.
Essential Features of Wire Security Cages

Gauge Thickness and Durability
The selection of wire security cages depends on their gauge thickness which determines both their strength and their durability. The wire gauge system establishes wire thickness through its measurement system which uses lower gauge numbers to show thicker and stronger wire materials. The 6-gauge steel wire provides superior strength to the 10-gauge steel wire because it has better strength which makes the wire appropriate for high-security usage. The wire thickness determines its resistance against wear and impact and tampering attempts which enables the wire to maintain its protective function for stored items.
The new findings show that industrial wire security cages require heavy-duty construction which uses wire gauges that range between 6 and 10. The 6-gauge wire cage can typically sustain impact forces up to 1,200 pounds which makes it effective for protecting both valuable items and dangerous materials. The 8- and 10-gauge wire systems provide security protection which meets the requirements of non-sensitive operations that include tool cribs and inventory storage. The wire finish which includes both galvanized and powder-coated options provides protection against corrosion and environmental damage which results in extended product lifespan during extreme weather conditions.
Modular Design and Customization Options
The current design of wire security cages includes modular systems which provide different applications with both flexible and scalable design solutions. The modular system uses prefabricated panels which users can assemble and disassemble or reconfigure according to their storage requirements that will change as their business grows. The latest research shows that security cages which use modular designs complete their installation process 30 percent faster than traditional welded systems. The process efficiency leads to both cost savings and production reduction during setup and reconfiguration processes.
Customization options represent another main benefit for users. The security cage industry provides manufacturers with products that meet particular industry standards which include features like adjustable panel heights and different locking systems and specialized finishes which include stainless steel for clean rooms and custom-colored powder coatings. Biometric locking systems together with multi-level access controls provide high-security environments with superior security protection.
Compliance and Safety Standards

Industry Regulations for Warehouse Security
The warehouse environment needs to follow industry regulations because these rules protect both security and compliance standards. The established security standards for warehouses protect both physical assets and individual workers.
The Occupational Safety and Health Administration (OSHA) standards serve as a main regulatory framework that establishes rules for workplace safety. OSHA requires warehouses to install protective barriers which include wire security cages for the purpose of reducing dangers that come from falling inventory and protecting people from entering restricted areas. The OSHA Standard 1910.176 requires proper material handling procedures to prevent accidents while physical barriers must be used to improve safety measures.
The Food and Drug Administration (FDA) establishes strict regulations for warehouses that store food and pharmaceuticals and other sensitive products. The regulations mandate facilities to implement secure storage systems which prevent both contamination and unauthorized access. The FDA CFR Title 21 regulations require controlled storage areas to have locking systems which meet established security standards.
Safety Standards Relevant to Wire Cages
1. OSHA Compliance: The Occupational Safety and Health Administration (OSHA) sets regulations to ensure a safe workplace. The facility wire cages must follow OSHA safety regulations which require protection against both falling objects and structural failure hazards. To fulfill the requirements both proper installation and regular testing need to be performed.
2. ISO 45001 - Occupational Health and Safety Management: This international standard outlines frameworks for improving employee safety, reducing workplace risks, and creating better working conditions. The frameworks identify wire cages as essential tools for protecting hazardous materials and machinery and critical equipment.
3. NFPA 70E - Electrical Safety: Wire cages which are installed near electrical equipment must meet NFPA 70E standards which require them to provide necessary protection and safe airflow to prevent overheating.
4. ANSI MH16.1 (RMI) The Rack Manufacturers Institute created these standards to control the secure development and operation of industrial storage systems which include wire cages. The ANSI MH16.1 standard ensures that cages will maintain their structural integrity when subjected to their normal weight limits.
Frequently Asked Questions (FAQs)
What are the common wire mesh security cages configurations and sizes?
Wire mesh security cages come in a variety of sizes and configurations which include wall and ceiling panels and free-standing cages and access cages that have double doors or sliding doors. Standard options include different weaves and wire panels but many manufacturers offer custom sizes to meet specific requirements for storing tools sensitive equipment or for creating holding cells. The design of room configurations enables time-efficient installation which benefits distribution centers and server enclosures.
Can wire panels be installed like a chain link fence or are they different?
The security cage wire mesh panels establish permanent installation through their design as rigid panels with framed edges which enable simple installation and replacement. The solution provides a better permanent wire system which uses tighter weave options to create non-access areas which safeguard sensitive equipment. Wire mesh construction provides both visibility and ventilation but it is better suited for indoor areas which require secure access because it meets safety regulations and specific requirements more effectively.
How do hinges and double doors work on wire mesh partitions?
The hinges of wire mesh partitions function to create strong connections between their hinges and their double doors and single doors which enable access control. The system lets users select heavy-duty hinges together with locking hardware for their high-traffic spaces or areas that need protection for expensive tools and equipment. The right installation method creates restricted access points for permanent system durability while users can enhance security through electronic locks or padlocks.
Are sliding doors available for wire mesh security cages and how do they compare?
The design of wire mesh security cages includes sliding doors as space-efficient doors which work better for areas that lack swing door space. Sliding door systems can be built with durable wire panels and tracks that accommodate heavy use in warehouses or server rooms. The system provides fast access to stored materials while users can control entry through access control systems which restrict access to approved users, thus enabling distribution centers to secure their operational processes.
What is the extent of wire mesh partitions to adapt when I need to change my layout or move my equipment?
The design of wire mesh partitions allows for complete flexibility because they can be moved to new locations or used in different configurations. The facilities use standard panel sizes which enable them to create new layouts through panel changes without having to demolish existing structures, which results in time and cost savings during when requirements transformation takes place. The ability to adapt operations throughout the day proves useful for manufacturing facilities and distribution centers which need to change their storage and security arrangements.
Recently Posted
-
Logistics Metal Cages and Pallets: Revolutionizing Material Handling in Supply Chains
March 11, 2026The success of a supply chain operation depends on its capacity to handle materials efficiently. The industry sector needs to enha Read More
Read More -
Warehouse Rack & Metal Shelving: Effective Storage Solutions for Pallet
March 10, 2026Effective storage solutions underpin any well-organized warehouse or industrial facility. As the demand for streamlined operations Read More
Read More -
Gravity Flow Racking: FIFO Carton Flow Shelve Systems
March 10, 2026Proper inventory management is the key to any successful warehouse operation, which is why choosing the right storage solutions is Read More
Read More -
Portable Stackable Pallet Rack for Warehouse Storage: Optimize Your Space
March 10, 2026For every warehouse or industrial facility some of the aims are to make sure storage spaces are the largest and arranged in the mo Read More
Read More

Contact Us
Recommended Products
-
 Robust Drive-in Pallet Racking for High-Density Warehouse StorageNegotiableMOQ: 1 Kilogram
Robust Drive-in Pallet Racking for High-Density Warehouse StorageNegotiableMOQ: 1 Kilogram -
Corrosion-Resistant Metal Stacking Racks for Chemical Plant UseNegotiableMOQ: 500 Sets
-
Stackable Steel Pallets Space Saving Metal Pallet for Industrial Warehouse ManagementNegotiableMOQ: 100 Pieces
-
Industrial Steel Mesh Trolley With Reinforced Frame for Laundry and Garment FactoriesNegotiableMOQ: 500 Sets
-
Heavy Duty Wire Mesh Cage With 2mm Wire Diameter for Construction UseNegotiableMOQ: 50 Sets




-
Jinchuan Steel Beam-type Shelves - Universal, Efficient, Random Access, High-level Heavy-duty Storage Racks With Customizable SizesUS$ 90.77 - 92.31MOQ: 10 Sets
-
Multi-Purpose Stackable Plastic Storage Bins for Warehouse and Farm ApplicationsNegotiableMOQ: 10 Sets
-
Steel Textile Roll Storage Rack for Carpet and Warehouse OrganizationNegotiableMOQ: 100 Sets
-
Stackable Storage Cage for Pharmaceutical Warehouse ComplianceNegotiableMOQ: 50 Sets
-
Industrial Metal Stacking Racks for Automotive Parts StorageNegotiableMOQ: 500 Sets





-
Custom Sized Wire Mesh Cage for Industrial Parts and Tool OrganizationNegotiableMOQ: 50 Sets
-
Standard Compliant Wire Mesh Cage With Mill Test Report for Quality AssuranceNegotiableMOQ: 50 Sets
-
Jinchuan Non-standard Steel Lean Tube Trolley, Flexible Customization, Strong Adaptability, Easy Assembly, Flexible TransformationUS$ 121.54 - 123.08MOQ: 10
-
Jinchuan Non-standard Agv Steel Pallet Buffer Storage Rack, Intelligent Docking, Efficient Circulation, Flexible Buffering, Reducing Manual HandlingUS$ 121.54 - 123.08MOQ: 50 Sets
-
Jinchuan Steel Ctu Material Box Robot Shelving With Adjustable Layer Height, Suitable for High-density Storage of Small Items in Multiple CategoriesUS$ 136.92 - 138.46MOQ: 10 Sets




-
Jinchuan Warehouse High - Rise Stereo Warehouse Shelves, Intelligent Collaboration, Automated and Efficient Operation, Heavy - Load and Stable, Safe and ReliableUS$ 121.54 - 123.08MOQ: 10 Sets
-
Heavy-Duty Industrial Profile Stacking Cart, Galvanized Steel Rolling Trolley for Aluminum Extrusion TransportNegotiableMOQ: 10 Pieces
-
Jinchuan Steel Heavy-duty Shuttle Rack With Flexible Storage Mode for Automatic Goods Access and Remote ControlUS$ 121.54 - 123.08MOQ: 10 Sets
-
Aluminum Alloy Logistics Trolley for Warehouse & ManufacturingNegotiableMOQ: 10 Sets
-
Heavy-Duty Warehouse Storage Racks for Robot Systems - Metal ConstructionNegotiableMOQ: 50 Pieces





